
ХотяПВХPPR (полипропиленовый сополимер) — самый распространенный в мире неметаллический материал для труб, а во многих других странах он является стандартным. Соединение из PPR не представляет собой ПВХ-клей, а выполняется методом термоплавления с помощью специального инструмента, в результате чего соединение фактически расплавляется и образует единое целое. При правильном выполнении с использованием соответствующего оборудования соединение из PPR никогда не протечет.
Нагрейте сварочный аппарат и подготовьте трубопровод.
1
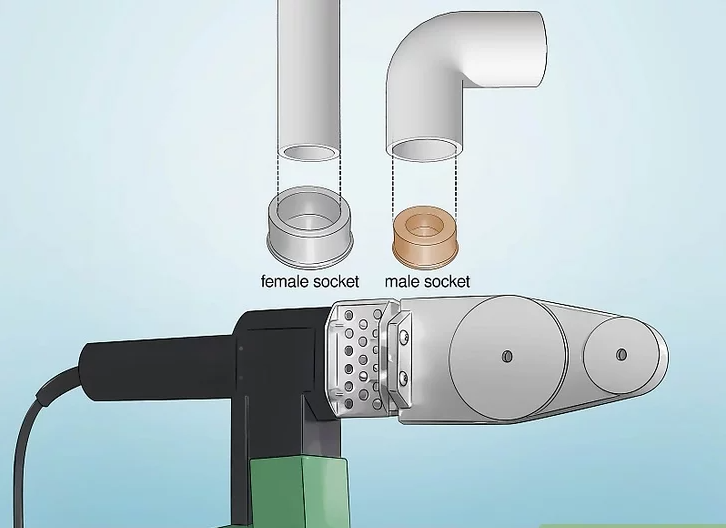
Наденьте на сварочный аппарат торцевой ключ подходящего размера. В большинстве случаевППРСварочные инструменты поставляются с парами мужских и женских гнезд различных размеров, соответствующих распространенным диаметрам труб из полипропилена (PPR). Поэтому, если вы используете трубу из полипропилена диаметром 50 мм (2,0 дюйма), выберите пару муфт с маркировкой 50 мм.
Ручные инструменты для сварки обычно могут справиться сППРтрубы диаметром от 16 до 63 мм (от 0,63 до 2,48 дюймов), в то время как настольные модели могут работать с трубами диаметром не менее 110 мм (4,3 дюйма).
В интернете можно найти различные модели инструментов для сварки PPR, цены на которые варьируются от примерно 50 до более чем 500 долларов США.
2
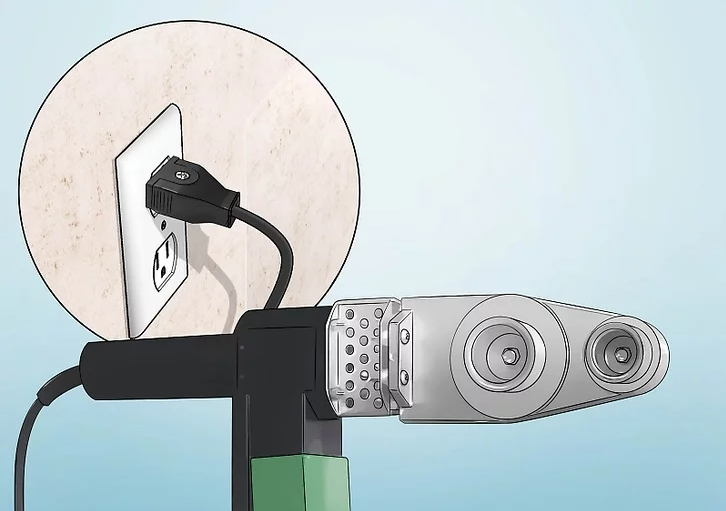
Вставьте сварочный аппарат, чтобы начать нагрев розетки. Большинство сварочных аппаратов подключаются к стандартной розетке 110 В. Аппарат начнет нагреваться немедленно, или вам, возможно, придется включить выключатель питания. Модели различаются, но для нагрева розетки до необходимой температуры может потребоваться несколько минут. [3]
Будьте предельно осторожны при использовании инструмента для термосварки и убедитесь, что все находящиеся рядом знают, что он работает и сильно нагревается. Температура разъема превышает 250 °C (482 °F) и может вызвать сильные ожоги.
3
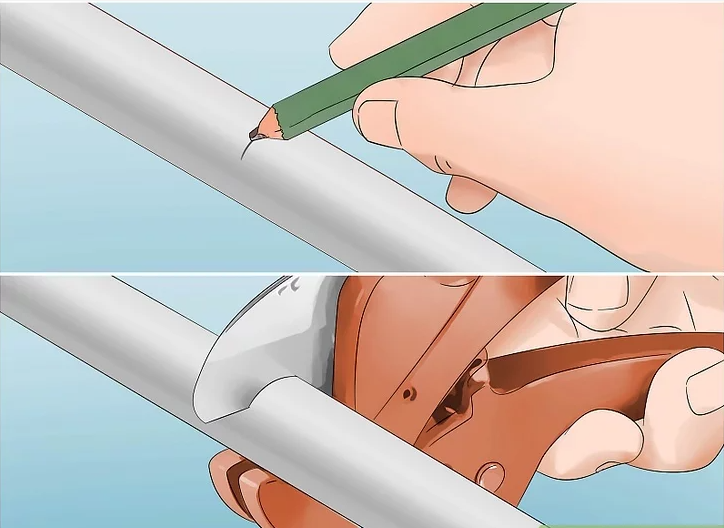
Обрежьте трубу до нужной длины ровным, чистым срезом. Когда сварочный аппарат нагрет, используйте эффективный инструмент для разметки и обрезки трубы до необходимой длины, чтобы получить чистый срез перпендикулярно валу. Многие комплекты сварочных аппаратов оснащены труборезами с курком или зажимом. При использовании в соответствии с инструкциями они обеспечат ровный, равномерный срез трубы, что очень подходит для сварки плавлением. [4]
Трубы из полипропилена (PPR) также можно резать различными ручными пилами, электрическими пилами или труборезами с колесиками. Однако убедитесь, что срез максимально ровный и гладкий, и используйте мелкозернистую наждачную бумагу для удаления всех заусенцев.
4
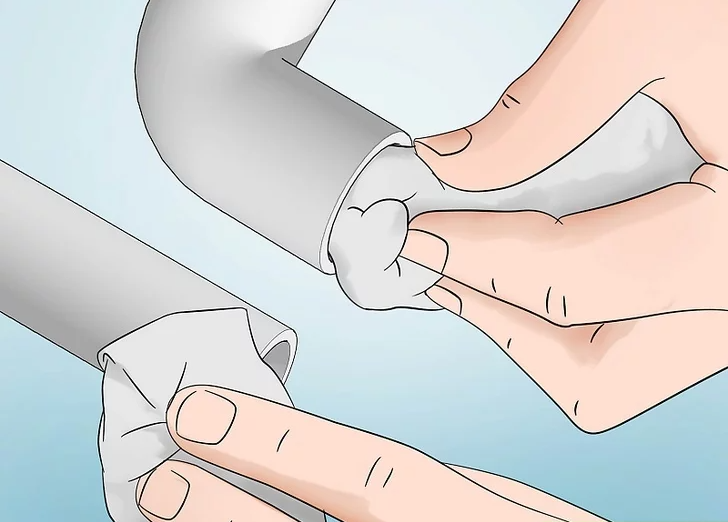
Очистите компоненты из ППР тканью и рекомендованным чистящим средством. В вашем наборе инструментов для сварки может быть рекомендовано или даже включено специальное чистящее средство для труб из ППР. Следуйте инструкциям по использованию этого чистящего средства на внешней стороне трубы и внутри соединяемых фитингов. Дайте деталям немного высохнуть. [5]
Если вы не знаете, какой тип очистителя использовать, обратитесь к производителю инструмента для сварки.
5
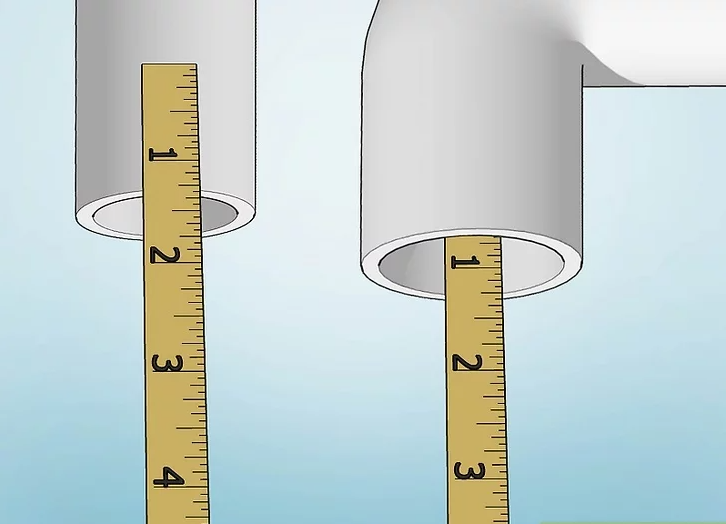
Отметьте глубину сварки на конце соединения трубы. В комплект вашего сварочного аппарата может входить шаблон для разметки необходимой глубины сварки на трубах из полипропилена различного диаметра. Используйте карандаш, чтобы сделать соответствующую отметку на трубе.
В качестве альтернативы, вы можете вставить рулетку в используемый фитинг (например, в угловой фитинг на 90 градусов) до тех пор, пока она не упрется в небольшой выступ на фитинге. Вычтите из этого измерения глубину 1 мм (0,039 дюйма) и отметьте полученное значение как глубину сварного шва на трубе.
6
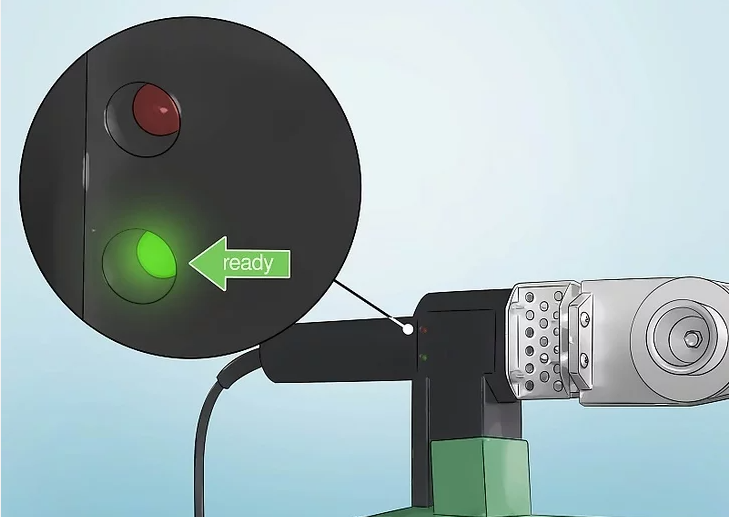
Убедитесь, что сварочный аппарат полностью нагрет. Многие сварочные аппараты оснащены дисплеем, который показывает, когда аппарат нагрет и готов к работе. Целевая температура обычно составляет 260 °C (500 °F).
Если ваш сварочный аппарат не имеет дисплея температуры, вы можете использовать зонд или инфракрасный термометр для измерения температуры на разъеме.
В магазинах сварочного оборудования также можно приобрести индикаторные стержни (например, Tempilstik). Выберите деревянные стержни, которые плавятся при температуре 260 °C (500 °F), и приложите по одному к каждому разъему.
Дата публикации: 31 декабря 2021 г.



